Novini zirok
")











Mengasah adalah benar untuk alat. Yak mengasah alat dengan tangan Anda sendiri
Dalam proses robot, tepi pahat menjadi tumpul, sehingga pemesinan bagian dan benda kerja berkurang hingga penurunan kualitas, produktivitas kerja berkurang, serta keausan pahat itu sendiri. Mengasah adalah benar untuk semua masalah. Orang yang memperbaiki rekomendasi maystrovі slіd vіvchitіy pada alat mengasah yang benar dengan cara yang berbeda.
Untuk membawa keunggulan alat apa pun ke dalam lampiran untuk robot lain, perlu untuk meningkatkan.
Membentuk talang pertama
Proses pemolesan di obrobtsіlez di belakang bantuan verstat penggilingan atau batu datar dengan peringkat seperti itu, untuk membentuk talang pertama (skіs pіd cutom 25 atau 30 derajat). Saat tsom, penting untuk mengikuti aturan bernyanyi.
- Alat elektrik untuk mengasah akan lebih efektif, karena perlu memasukkan banyak daun bawang dan vidcoli.
- Frekuensi membungkus cola abrasif tidak bersalah mengubah lebih dari 2000 rpm, granularitas lingkaran bergetar di antara 100-120 od.
- Disarankan untuk diasah dengan bahan abrasif berbahan dasar aluminium oksida, sehingga bau busuk (dalam bentuk silika kuno) akan menjamin kebersihan besi tua. Selain itu, cola semacam itu tidak terlalu memanaskan logam.
- Saat mengasah kertas ampelas vikoristovuyut secara manual atau batu abrasif dengan ukuran butir dalam batas 100-320 od.
- Jangan biarkan panas berlebih dan oksidasi tepi permukaan (sampai logam meleleh), dalam proses pendinginannya mendingin secara berkala, mencelupkannya ke dalam air dingin.
Penting: bentuk talang utama harus diletakkan sesuai dengan metode penajaman. Saya akan secara manual membentuk talang datar, dan untuk bantuan alat listrik, saya akan ditolak.
Pembentukan tepi pedesaan
Selain itu, karena talang utama akan siap, perlu untuk membawa bilah ke keramahan yang diperlukan. Dalam proses membawanya ke tampilan, itu akan terjadi.
- Mengasah alat dibawa ke area pancang abrasif sebelum dipotong, dikurangi 4-5 ° ke arah depan. Tepi kayu harus dipotong sedemikian rupa sehingga Anda dapat memotong microfask vuzka.
- Untuk mengasah vikoristovuєtsya ampelas papir 600-8000 od. granularitas. Penting untuk zupiniti proses agar tidak membiarkan kerusakan karakteristik instrumen kerja.
- Penggilingan tepi yang efektif dilakukan dalam dua tahap: dengan butiran abrasif 1000-4000 ode, dan kemudian - 5000-8000 ode.
- Robimo memperbaiki bentuk tepi ryzhuchoy di belakang "vizki" tambahan - lampiran zagostryvalnoy, di mana alat dipasang dan dipasang pada potongan yang diperlukan. Metode ini cocok untuk tanjakan tinggi (minimal 6 mm) dan lebar (hingga 73 mm), seperti vikoristovyutsya di pesawat. Rol memungkinkan Anda untuk menggerakkan bilah dengan bebas, jika dipasang, kami akan melepasnya dengan cut-out, menjembatani permukaan abrasif. Dalam proses robot untuk mengikuti posisi roller: kesalahan tidak bersalah bergerak dari permukaan pendukung.
Penting: lebar wajah mikro tidak bersalah perevischuvati 1 mm. Dalam proses membawa slide ke inversi biasa, pada tahap yang sama adalah menemukan alat. Dalam jenis vipad ini, Anda perlu membentuk kembali talang.
Kertas ampelas untuk mengasah alat
Untuk robot, kertas ampelas 220, 320, 600, 1200 grit digunakan untuk mengasah verstati, untuk finishing - antara 2000-4000. Finishing (pemolesan) sangat penting untuk perkakas pada kayu: tepi gostra adalah bahan yang dipotong dengan baik dan tidak mudah tumpul. Metode memoles lapangan dalam serangan.
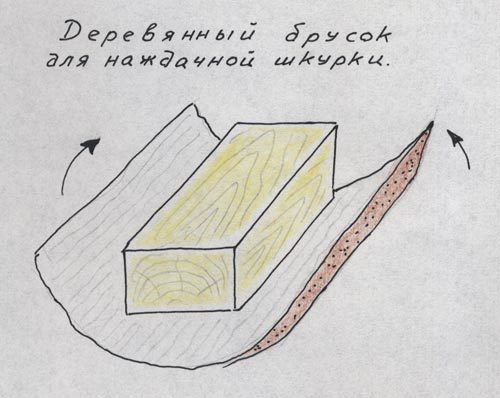
- Bahan digetarkan dari permukaan yang padat dan rata (bisa juga berupa lempengan granit, tovste sklo, chipboard laminasi atau balok kayu yang luar biasa). Zruchn_she vikoristovuvati batang dengan ukuran 75 × 200 mm.
- Kertas ampelas direkatkan ke batang. Siapkan sepotong batang dengan butiran halus dengan abrasive.
- Tempelkan ke meja kerja di atas bantalan karet (untuk kekakuan).
- Penajaman alat diatur dengan potongan 25-30 ° untuk chamfering. Dengan serangan gencar, adalah mungkin untuk memindahkan kekang alun-alun bar.
- Tentukan lez selesai dengan jumlah abrasif.
- Memoles sisi pahat yang bergaya (area ujung tombak lebar 10-12 mm).
Geser para bangsawan semua plus dan minus yang diberikan dengan cara:
- murahnya: kertas ampelas lem untuk membuat lampiran tidak menggambarkan vitrat yang signifikan;
- ketersediaan: bahan-bahan yang diperlukan di toko bangun apa pun;
- jika Anda terlalu tertarik pada alat, Anda tidak akan berada di atas;
- Shvidny memakai kertas ampelas vimagє berubah secara berkala.
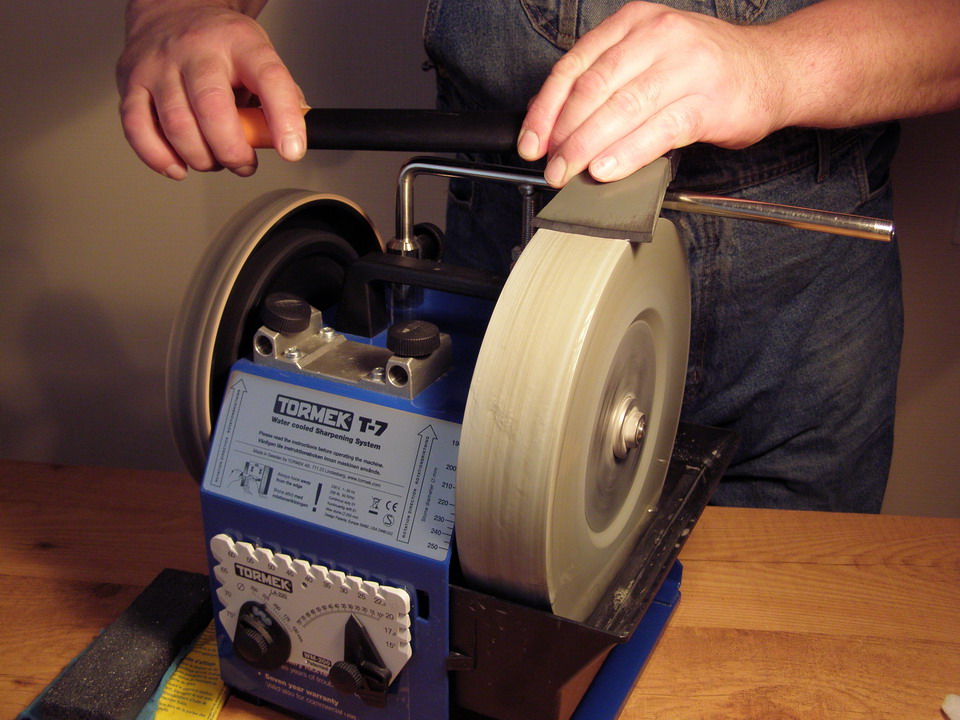
Mengasah alat untuk tambahan batu air
Untuk robot, Anda membutuhkan ibu dalam abrasive yang dipesan sendiri dengan ukuran butir seribu, 4000, 8000 grit. Teknologi mentransfer pemrosesan ujung tombak di belakang tiga batu tambahan.
Kegembiraannya: adalah mungkin untuk mengubah vitrati, jika Anda menambahkan kombinasi batu, yang sisi-sisinya dapat mengubah graininess.

Fitur khusus dari metode ini dalam serangan:
- sebelum menggiling abrasif, perlu merendam abrasif (direndam dalam air selama 15-20 menit);
- dalam proses robot, batu meluncur secara berkala;
- selesai diperbaiki dengan grit batu 1000 grit, yang dapat diubah menjadi ukuran butir 4000, dan kemudian - 8000 grit.
Hal ini penting untuk bangsawan: abrasive dengan ukuran butir 1000 dan 4000 grit dapat dipangkas di dalam air selama satu jam, tetapi lebih banyak lagi yang bisa rusak.
Chim sampah, metode chim garniy.
- Sebutan untuk servis batu air kurang bagus. Permukaan abrasif perlu dibersihkan secara berkala, untuk menghilangkan alur.
- Dibutuhkan satu jam untuk membawa alat ke batu air.
- Air untuk merendam batu diperlukan untuk ditambang secara berkala, sehingga sulit untuk menemukan verstat.
- Selama pembangunan, robot akan nongkrong di lingkungan yang hangat. Di es, bau busuk bisa zruynuvatisya.
Anda dapat mempelajari lebih lanjut tentang proses mengasah alat di atas batu air dengan melihat video.
Mengasah alat dengan sisipan berlian

Pelat berlian digunakan untuk mengasah ujung tombak alat, terbuat dari baja keras. Pelat zasuvannі zuchnі praktis adalah dua sisi, hingga 190-200 mm, ukuran grit 600/1200 grit. Ikuti aturan bernyanyi bersama mereka.
- Sebuah talang datar harus dicetak di belakang pelat tambahan dengan ukuran butir 600 grit, dibawa ke permukaan dengan abrasif 1200 grit.
- Piring basah dengan air.
- Sangat mudah untuk mengasah hingga keausan sebelum memotong dan memindahkan area yang dijembatani. Partikel logam yang diasah dibeli di bukaan khusus bantalan baja.
Ini bagus: oli khusus bagus untuk dirinya sendiri dalam kualitas lapisan anti korosi, tetapi tidak efektif untuk substitusi. Disarankan untuk mengganti oli dengan air (permukaan abrasif tidak akan mudah memar). Pengeringan pelat berlian harus dikeringkan.
Dalam proses robot, pertukangan dan pertukangan menjadi tumpul, dan robot dengan mereka menjadi lebih efektif. Memanjakan dan kualitas permukaan yang telah hancur oleh mereka. Penting untuk memiliki waktu dan memperbaiki penyimpanan tepi belakang.
Pertajam yak dengan tangan Anda
Sokiri dengan vimagayut panjat lurus kekuatan, dan bau sepele. Untuk menertibkan alat kerja, sebelum jam dipenjara, perlu untuk memulai.
- Lingkup Victoria: sokira bisa menjadi tukang kayu, ribal, atau bisa terjebak di golok.
- Bahan, untuk mengolah apa yang dibutuhkan untuk sokir (jenis dan jenis kayu, vologist).
- Merek dari logam, zakogo vigotovaniya sokiru.
Jatuh ke samping, bentuk tepi lez sokiri bergetar, yang dapat berupa:
- oval (untuk membelah dan memotong kayu);
- pisau cukur (untuk robot pertukangan yang presisi);
- berbentuk baji (jenis tepi universal untuk sokiri, berdampingan untuk membelah dan untuk mengecat permukaan kayu).
Teknologi penjara sokiri, cara mendapatkan vicky di pengemis, mentransfer pemrosesan lez dalam dua tahap.
- Penajaman primer: membentuk bevel 15 °.
- Membawa: untuk membentuk r_zhuch-tepi dengan potongan 25 ° (untuk alat berdampingan).
Dalam proses memenjarakan unicati:
- terlalu panas leza;
- substitusi zagostryuvalnoy ke instrumen;
- ketidaksejajaran dan fiksasi yang lemah dari roda abrasif;
- pasak vikorystannya dengan keausan yang tidak rata;
- pemukulan poros pengasah motor listrik.
Nuansi kita minum

Jika Anda perlu menghentikan gergaji, perlu untuk mempertimbangkan kembali pengaturan gigi. Itu perlu - untuk berkembang biak jadi, melalui satu gigi, nahil kh buvs di sisi. Untuk mengasah gigi dari satu sisi. Tepi ryzhucha bersalah tetapi diluruskan ke sisi pegangan.
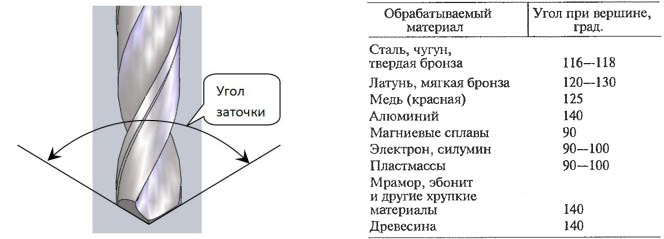
Saya mengebornya dengan tangan saya sendiri
Bor menjadi tumpul, karena digunakan untuk memproses logam. Tepi bor semacam itu dapat diubah.
Poin utama yang Anda butuhkan untuk binatang yang saya hormati:
- ujungnya disalahkan di satu area dengan batu abrasif;
- selama satu jam robot meluncur ke bawah untuk menekan ke abrasif;
- perlu untuk menjahit untuk bentuk tepi: bau bersalah tapi dozhini yang sama.
Ada dua jenis mengasah.
- Single-flat (untuk dibor dengan diameter hingga 3 mm). Ini secara kuat disubstitusi sejajar dengan permukaan kerja pasak penajaman.
- Konichna (dua sudut). Hampir tidak pergi ke abrasif sebelum dipotong dan pergi dari samping ke sepeda. Metode ini cocok untuk bor dengan diameter lebih besar dari 3 mm.
Didorong oleh pengunjung di atas batu lunak.
Ini bagus: untuk bersantai, saya telah berhasil menggunakan lampiran khusus (verstat), jadi saya akan mengizinkan Anda untuk memasang alat dengan aman ke kut yang diperlukan.
Yak untuk mengasah pahat dan pesawat
Untuk tujuan ini, robot akan cepat dan jelas, dan akan cepat dengan sukacita.
- Sebelum mengasah lingkaran abrasif, atau batang, perlu untuk meletakkannya di atas taburan pena di dalam gas.
- Pahat leso atau planer dapat divitrifikasi hingga 30 menit dalam kisaran garam dapur.
- Untuk finishing, Anda dapat menggunakan mesin shlіfuvalnuy self-propelled, karena Anda dapat menggunakan alat cukur listrik lama. Untuk seluruh penggantian pisau, masukkan pelat logam dengan kertas amplas yang direkatkan.

Hukuman untuk alat yang diasah
Ini adalah satu jam untuk menghabiskan banyak waktu pada alat, untuk menang dengan cara yang berbeda, di samping salah satu pengampunan pererakhovannyh terendah.
- Proses pendinginan di dalam air perlu dilakukan kembali secara berkala. Pertama-tama, logam yang terlalu panas (dapat dikenali dari perubahan warna) menjadi menyeramkan. Akibatnya, penajaman dibawa ke viconuvati lagi, dan harga akan dilakukan sebelum jam keausan alat.
- Perbaikan kayu yang diasah tidak cukup. Adalah penting bahwa verstat blok bangunan di atas tempat tidur besar yang diperkuat (verstati), yang bersalah karena tidak terawat selama satu jam, adalah robot.
- Roda abrasif bersalah karena duduk di poros generator listrik. Tidak diperbolehkan untuk misalign, keausan yang berlebihan dan tidak rata, serta bittya dari poros.
- Tidak disarankan menggunakan alat kecil pada col, karena cocok untuk bilah lebar. Alur Vuzki pada abrasive akan digunakan untuk menyegel logam keras.
Pada akhirnya - pelajaran video dari alat pertukangan.