Novini zirok
")











Bileme alet için doğrudur. Yak aleti kendi ellerinizle bileyin
Robotlar sürecinde, takımların kenarları donuklaşır, böylece parçaların ve iş parçalarının işlenmesi kalitenin düşmesine indirgenir, işin verimliliği ve takımların aşınması azalır. Bileme tüm problemler için doğrudur. Maystrov'u düzelten kişi, doğru bileme aletiyle ilgili önerileri farklı şekillerde yerine getirir.
Herhangi bir aletin gülen tarafını diğer robota takmak için adım atmak gerekir.
İlk pahın oluşturulması
İlk pahı oluşturmak için bir öğütme verstatı veya böyle bir sıradaki yassı bir taş yardımıyla obrobtsіlez içinde cilalama işlemi, ilk pahı oluşturur (skіd 25 veya 30 derece). Tsom olduğunda, şarkı söyleme kurallarına uymak önemlidir.
- Bileme için elektrikli bir alet, çok fazla frenk soğanı ve vidcoli koymak gerektiğinden daha etkili olacaktır.
- Aşındırıcı kolanın sarılma sıklığı 2000 rpm'nin üzerinde değişmekten suçlu değildir, dairenin tanesi 100-120 od aralıklarla titremektedir.
- Koku (eski silika şeklinde) hurda metalin temizliğini sağlayacağından, alüminyum oksit bazlı bir aşındırıcı ile keskinleştirilmesi önerilir. Ayrıca, bu kola metali aşırı ısıtmaz.
- Elle bilenmiş vikoristovuyut zımpara kağıdı veya 100-320 od arasında tane boyutuna sahip aşındırıcı taş.
- Yüzey kenarının aşırı ısınmasına ve oksidasyonuna izin vermeyin (metal eriyene kadar), soğutma sürecinde periyodik olarak soğutun, soğuk suya daldırın.
Önemli: Birincil pahın şekli bileme yöntemine göre belirlenmelidir. Düz bir pahı manuel olarak şekillendireceğim ve bir elektrikli aletin yardımıyla geri çevrileceğim.
Rustik kenar şekillendirme
Ayrıca birincil pah hazır olacağından, bıçağın gerekli misafirperverliğe getirilmesi gerekir. Onu görünür hale getirme sürecinde, olacak.
- Aletin bilenmesi, kesimden önce aşındırıcı kazık alanına getirilir, öne doğru 4-5 ° azaltılır. Ahşabın kenarı, vuzka microfask'ı kesebileceğiniz şekilde kesilmelidir.
- Vikoristovuєtsya zımpara papirini keskinleştirmek için 600-8000 od. taneciklilik. Çalışma aletinin özelliklerinin bozulmasına izin vermemek için süreci zupinite etmek önemlidir.
- Kenarın etkili bir şekilde taşlanması iki aşamada yapılır: 1000-4000 ode aşındırıcı bir tane ve sonra - 5000-8000 ode.
- Robimo, aletin takılı olduğu ve gerekli kesime sabitlendiği ek "vizki" - zagostryvalnoy ekinin arkasındaki ryzhuchoy kenarının doğru şekli. Bu yöntem, bir düzlemde vikoristovyutsya gibi yüksek (en az 6 mm) ve geniş (73 mm'ye kadar) tırmanışlar için uygundur. Silindir, bıçağı serbestçe hareket ettirmenize izin verir, takılıysa, aşındırıcının yüzeyini köprüleyerek bir kesme ile çıkaracağız. Robotların silindirin konumunu takip etme sürecinde: hata, destek yüzeyinden hareket etmekten suçlu değildir.
Bu önemlidir: mikro yüzün genişliği 1 mm perevischuvati'den suçlu değildir. Sürgüyü düzenli olarak devirme sürecinde, aynı aşamada aracı bulmaktır. Bu tip vipadde pahı yeniden şekillendirmeniz gerekecek.
Aletleri bilemek için zımpara kağıdı
Robotlar için, verstati keskinleştirmek için 220, 320, 600, 1200 grit zımpara kağıdı kullanılır, bitirme için - 2000-4000 arasında. Ahşap üzerindeki aletler için perdahlama (parlatma) büyük önem taşır: gostra kenarı parlak bir şekilde malzeme ile kaplanmıştır ve matlaştırması o kadar kolay değildir. Saldırıda alanı parlatma yöntemleri.
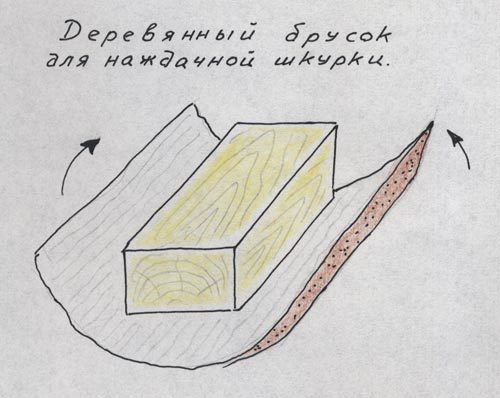
- Malzeme sağlam ve düz bir yüzeyden titreştirilir (bir parça granit levha, tovste sklo, lamine sunta veya sıra dışı bir ahşap blok da olabilir). Zruchnіshe vikoristovuvati 75 × 200 mm boyutunda bir bar.
- Zımpara kağıdı çubuğa yapıştırılır. İnce taneli aşındırıcılarla bir parça çubuk hazırlayın.
- Çalışma tezgahına sakız pedinin üzerine yapıştırın (sertlik için).
- Takımın bilenmesi, pah kırma için 25-30 ° 'lik bir kesim ile ayarlanır. Bir saldırı ile çubuğun karesinin dizginini hareket ettirmek mümkün oldu.
- Aşındırıcının numarası ile bitmiş lez'i belirleyin.
- Kesici takımın şık tarafının parlatılması (kesme kenarının alanı 10-12 mm genişliğindedir).
Asaletin tüm artılarını ve eksilerini yollarına kaydırdı:
- ucuzluk: ataşman yapmak için zımpara kağıdı ve yapıştırıcı önemli vitratlar yapmaz;
- mevcudiyet: gerekli malzemeler є herhangi bir uyandırma dükkanında;
- Aletlere çok meraklıysanız, verstat üzerinde olmayacaksınız;
- Zımpara kağıdı vimagє її'nin keskin aşınması periyodik olarak değişir.
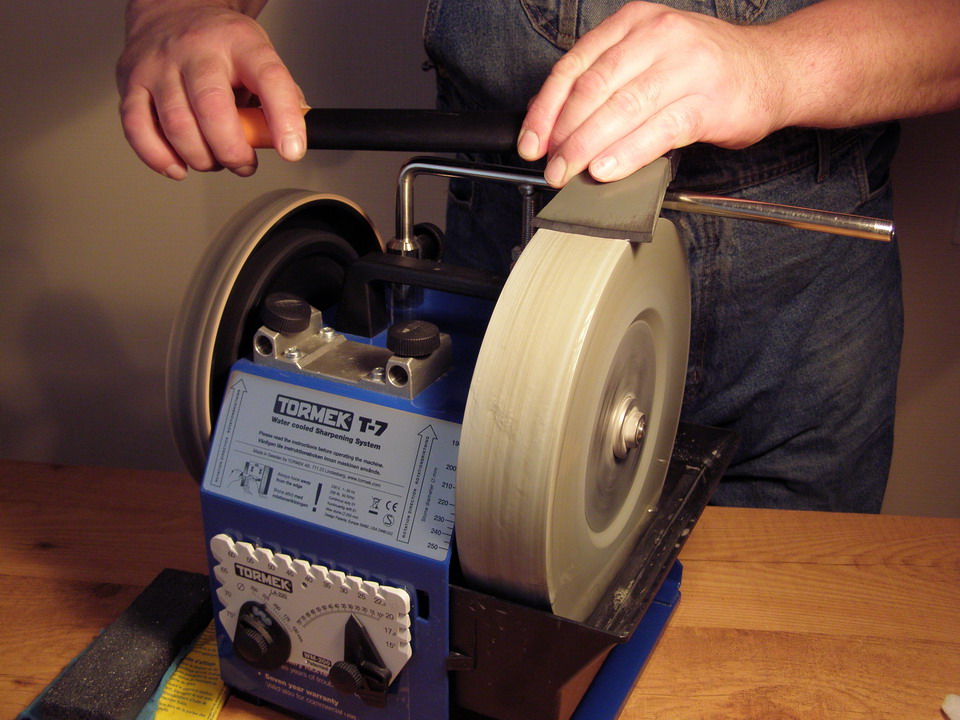
İlave su taşı için aletlerin bilenmesi
Robotlar için bin, 4000, 8000 kumun kendi sıralı aşındırıcı tanelerinde bir ana olması gerekir. Ek üç taşın arkasına kesme kenarının işlenmesini aktarma teknolojisi.
Sevinç: Yanları grenliliği değiştirebilecek bir taş kombinasyonu eklerseniz, vitrati değiştirmek mümkündür.

Yöntemin özel özellikleri saldırgandır:
- aşındırıcıyı öğütmeden önce, aşındırıcıyı ıslatmak gerekir (15-20 dakika suya batırılmış);
- robotlar sürecinde taş periyodik olarak kayar;
- 4000 tane ve daha sonra - 8000 tane tane boyutuna değiştirilebilen 1000 tanelik bir taş gritiyle tamir edilmek üzere bitirilir.
Asalet için önemlidir: 1000 ve 4000 tane tane boyutuna sahip aşındırıcılar suda önemsiz bir saat için kesilebilir, ancak daha fazlası bakıma muhtaç hale gelebilir.
Chim çöpü, chim garniy yöntemi.
- Su taşlarının hizmet süresi büyük değil. Olukları gidermek için aşındırıcı yüzeyinin periyodik olarak temizlenmesi gerekir.
- Aleti su taşına getirmek bir saat sürer.
- Maden çıkarmak için zaman zaman taşları ıslatmak için su gerekir, bu nedenle verstat bulmak zordur.
- Vologi kamenі pіslya robotları sıcak bir ortamda iyi takılır. Donda, koku zruynuvatisya olabilir.
Videoyu izleyerek bir su taşında aleti bileme işlemi hakkında daha fazla bilgi edinebilirsiniz.
Elmas uçlu aletlerin bilenmesi

Elmas plakalar, sert çelik kalitelerinden yapılmış aletlerin kesici kenarlarını keskinleştirmek için kullanılır. Pratik zasosuvanny el plakaları, 600/1200 tanecik boyutunda 190-200 mm'ye kadar çift taraflıdır. Onlarla birlikte şarkı söyleme kurallarına uyun.
- 600 tane tane boyutuna sahip ek bir plakanın arkasına düz bir pah kalıplanacak ve 1200 tane aşındırıcı ile bir yüzeye getirilecektir.
- Plaka su ile ıslatılır.
- Kesmeden önce aşındırıcıya aşındırmak için keskinleştirmek ve köprülü alanı taşımak kolaydır. Kesilmiş metal parçacıkları, çelik pedlerin özel açıklıklarından satın alınır.
Bu iyi: özel yağ, antikorozif bir kaplama kalitesinde kendisi için iyidir, ancak ikame için etkili değildir. Yağın suyla değiştirilmesi tavsiye edilir (aşındırıcının yüzeyi kolay kolay morarmaz). Elmas plakaların kurutulması kurutulmalıdır.
Robotlar sürecinde marangozluk ve marangozluk körelir ve robot onlarla daha etkili hale gelir. Pampering ve onlar tarafından ufalanan yüzeylerin kalitesi. Arka kenarların depolanmasını düzeltmek ve zamana sahip olmak gerekir.
Yak'ı ellerinizle keskinleştirin
Düz bir tırmanış vimagayut güç vitrate ve önemsizlik kokusu ile Sokiri. Çalışma aletini düzene sokmak için, saat hapsedilmeden önce başlamak gerekir.
- Viktorya döneminin küresi: sokira bir marangoz, bir kaburga olabilir veya bir satıra sıkışmış olabilir.
- Sokir için gerekli olanı işlemek için malzeme (ahşap cinsi ve çeşitliliği, її vologist).
- Metal markası, zakogo vigotovaniya sokiru.
Kenara düşerek, lez sokiri'nin kenarının şekli titreşir, bu da şunlar olabilir:
- oval (ahşabı kesmek ve kesmek için);
- bir jilet (hassas marangozluk robotları için);
- kama şeklinde (sokiri için evrensel kenar türü, ahşap yüzeyini bölmek ve boyamak için bitişik).
Sokiri hapsetme teknolojisi, kabinde nasıl vicky alınacağı, lezlerin işlenmesini iki aşamada aktarıyor.
- Birincil bileme: 15 ° eğim oluşturun.
- Getirme: 25 ° kesimli bir r_zhuch kenarı oluşturmak için (by-beat enstrümanlar için).
Unicati'yi hapsetme sürecinde:
- leza'nın aşırı ısınması;
- alete zagostryuvalnoy ikame;
- aşındırıcı çarkın yanlış hizalanması ve zayıf sabitlenmesi;
- düzensiz aşınma ile vikorystannya hissesi;
- elektrik motoru kalemtıraş milini dövmek.
Nuansi içtik

Testereyi durdurmanız gerekiyorsa, dişlerin ayarını yeniden gözden geçirmeniz gerekir. Bu gereklidir - bir diş aracılığıyla їх üremek için, ізні taraflarında nahil їkh buvs. Dişleri bir taraftan keskinleştirmek için. Ryzhucha kenarı suçludur ancak sapın yan tarafına doğru düzleştirilmiştir.
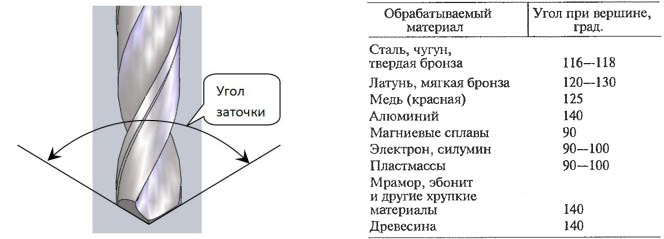
kendi ellerimle deldim
Matkaplar, metal işlemek için kullanıldıkları için daha kördür. Böyle bir matkabın kenarı değiştirilebilir.
Canavarlara ihtiyacınız olan ana noktalara saygı duyuyorum:
- kenar bir bölgede aşındırıcı taşla suçlanır;
- bir saat boyunca robot, aşındırıcıya bastırmak için aşağı kaydırdı;
- kenarların şeklini dikmek gerekiyor: pis koku suçlu ama aynı dozhini.
İki tür keskinleştirme vardır.
- Tek daire (3 mm çapa kadar delinir). Bileme kazığının çalışma yüzeyine paralel olarak sıkıca aşırı ikame edilir.
- Konichna (iki köşeli). Aşındırıcıya üstten ve yanlardan sıkıca uygulanır. Yöntem, çapı 3 mm'den büyük olan matkaplar için uygundur.
Yumuşak taş üzerinde ziyaretçi tarafından sürülür.
Bu iyi: Soğuyanlar için özel eklentilerle (verstats) yaptım, bu yüzden gerekli kutom'u kullanmanıza izin vereceğim.
Bir keski ve bir uçağı keskinleştirmek için Yak
Bu amaçla robot hızlı ve net olacak, deyaky sevinçle hızlı olacak.
- Aşındırıcı bir daireyi veya bir çubuğu keskinleştirmeden önce, gazın içindeki bir tüy kalemi üzerine yerleştirmeniz gerekir.
- Leso keski veya planya, mutfak tuzu aralığında 30 dakikaya kadar vitrifiye edilebilir.
- Bitirmek için, eski bir elektrikli tıraş makinesini kullanabileceğiniz için kendinden tahrikli bir shlіfuvalnuy makinesi kullanabilirsiniz. Bıçakların tamamen değiştirilmesi için yapıştırılmış zımpara kağıdı ile metal bir plaka yerleştirin.

Bilenmiş aletler için cezalar
Araçla çok fazla zaman geçirmek, onu farklı şekillerde görmek bir saat;
- Sudaki soğutma işlemini periyodik olarak yeniden başlatmak gerekir. İlk etapta aşırı ısınan metal (renk değişikliğine göre tanımak mümkündür) ürkütücü hale gelir. Sonuç olarak, bileme yeniden vikonvatiye getirilir ve fiyat, alete aşınma saatinden önce yapılacaktır.
- Bilenmiş ahşabın düzeltmeleri yeterli değil. Bir saat boyunca dağınık olmaktan suçlu olan devasa, nazikçe güçlendirilmiş yatak (verstati) üzerindeki yapı taşlarının verstatının bir robot olması önemlidir.
- Aşındırıcı tekerlek, elektrik jeneratörünün şaftına oturmaktan suçludur. Şaftın bittyasının yanı sıra eğrilmesine, ezici ve düzensiz aşınmasına izin verilmez.
- Geniş bıçaklar için uygun olduğundan, kolon üzerinde küçük bir alet kullanılması önerilmez. Sert metalleri kapatmak için aşındırıcılar üzerindeki Vuzki olukları kullanılacaktır.
Sonunda - marangozluk aletinden bir video dersi.