Novini zirok
")











Mengasah betul untuk alat. Yak mengasah alat dengan tangan anda sendiri
Dalam proses robot, tepi alat menjadi kusam, sehingga pemesinan alat ganti dan benda kerja dikurangkan menjadi penurunan kualiti, produktiviti kerja berkurang, serta keausan alat itu sendiri. Mengasah betul untuk semua masalah. Orang yang memperbaiki cadangan mungkin akan memberikan cadangan pada alat penajam yang betul dengan cara yang berbeza.
Untuk membawa alat ketawa pada alat robot yang lain, perlu meningkatkan.
Membentuk chamfer pertama
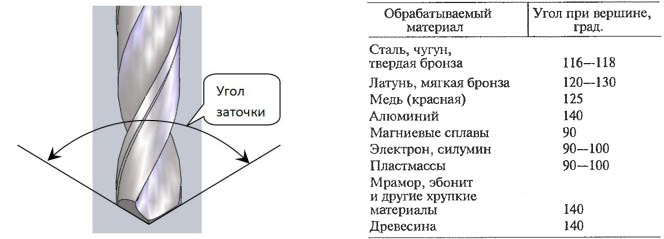
Proses penggilap di obrobtsіlez di belakang bantuan verstat penggilingan atau batu rata seperti itu, untuk membentuk jurang pertama (skіs cutom 25 atau 30 darjah). Semasa tsom, penting untuk mengikuti peraturan nyanyian.
- Alat elektrik untuk mengasah akan lebih berkesan, kerana perlu memasukkan banyak kucai dan vidcoli.
- Kekerapan membungkus cola yang kasar tidak salah kerana mengubah lebih dari 2000 rpm, butiran bulatan bergetar antara 100-120 od.
- Dianjurkan untuk mengasah dengan pelelas berdasarkan aluminium oksida, sehingga bau busuk (dalam bentuk silika kuno) akan memastikan kebersihan logam sekerap. Selain itu, cola seperti itu tidak terlalu panas pada logam.
- Apabila kertas emerik vikoristovuyut diasah secara manual atau batu kasar dengan ukuran butiran di sempadan 100-320 od.
- Jangan biarkan terlalu panas dan pengoksidaan permukaan tepi (sehingga logam cair), semasa proses menggelongsor slaid menyejukkan secara berkala, mencelupkannya ke dalam air sejuk.
Penting: bentuk chamfer utama harus diletakkan mengikut kaedah mengasah. Saya akan membentuk chamfer rata secara manual, dan dengan bantuan alat elektrik, saya akan berpaling.
Pembentukan tepi desa
Sebagai tambahan, kerana chamfer utama akan siap, perlu membawa pisau ke keramahan yang diperlukan. Dalam proses membawanya, itu akan berlaku.
- Alat mengasah dibawa ke kawasan pegangan kasar sebelum memotong, dikurangkan 4-5 ° ke arah depan. Tepi kayu mesti dipotong sedemikian rupa sehingga anda dapat memangkas mikrofas vuzka.
- Untuk mengasah papir emik vikoristovuєtsya 600-8000 od. butiran. Penting untuk proses zupiniti agar tidak membiarkan kemerosotan ciri-ciri alat kerja.
- Pengisaran tepi yang berkesan dibuat dalam dua tahap: dengan butiran kasar 1000-4000 bau, dan kemudian - 5000-8000 bau.
- Robimo bentuk yang betul dari tepi ryzhuchoy di belakang tambahan "vizki" - lampiran zagostryvalnoy, di mana alat dipasang dan dipasang pada potongan yang diperlukan. Kaedah ini sesuai untuk pendakian tinggi (minimum 6 mm) dan lebar (hingga 73 mm), seperti vikoristovyutsya dalam satah. Penggelek membolehkan anda menggerakkan pisau dengan bebas, jika dipasang sebelum kami melepaskannya dengan potongan, merapatkan permukaan pelelas. Dalam proses robot untuk mengikuti kedudukan roller: kesalahan tidak bersalah bergerak dari permukaan penyokong.
Penting: lebar muka mikro tidak bersalah terhadap perevischuvati 1 mm. Dalam proses membawa gelongsor ke pusingan berkala, pada tahap yang sama adalah mencari alat. Dalam jenis vipad ini, anda perlu membentuk semula chamfer.
Kertas emery untuk alat mengasah
Untuk robot, kertas emery 220, 320, 600, 1200 grit digunakan untuk mengasah verstati, untuk penamat - antara 2000-4000. Kemasan (penggilap) sangat penting untuk alat di atas kayu: pinggir gostra ditutup dengan terang dengan bahan dan tidak mudah kusam. Kaedah menggilap padang secara ofensif.
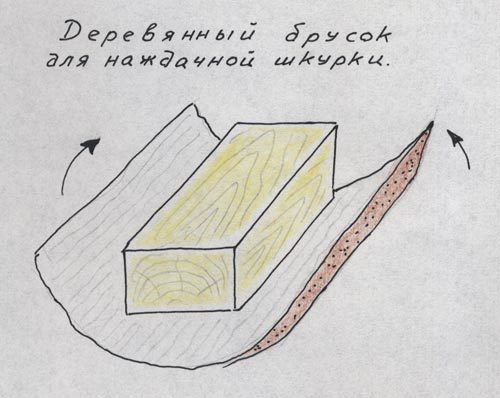
- Bahannya bergetar dari permukaan yang padat dan rata (ia juga boleh menjadi kepingan granit, tovste sklo, papan serpai berlapis atau blok kayu yang luar biasa). Zruchn_she vikoristovuvati bar dengan ukuran 75 × 200 mm.
- Kertas emel dilekatkan pada blok. Sediakan sekeping bar dengan bijirin halus dengan pelelas.
- Lekatkan pada meja kerja di atas gusi (untuk kekakuan).
- Mengasah alat diatur dengan potongan 25-30 ° untuk chamfering. Dengan serangan, mungkin untuk mengalihkan kekang dari alun-alun bar.
- Tentukan lez selesai dengan bilangan pelelasnya.
- Menggilap bahagian alat pemotong yang bergaya (luas celah lebar 10-12 mm).
Jatuhkan bangsawan semua kelebihan dan kekurangan yang diberikan kepada jalan:
- murahnya: kertas emeri dan gam untuk membuat pra-pelekatan tidak membebaskan vitrates yang ketara;
- ketersediaan: bahan yang diperlukan є di mana-mana kedai bangun;
- Sekiranya anda terlalu berminat dengan alat, anda tidak akan menggunakan verstat;
- Shvidny pemakaian kertas emery im berubah secara berkala.
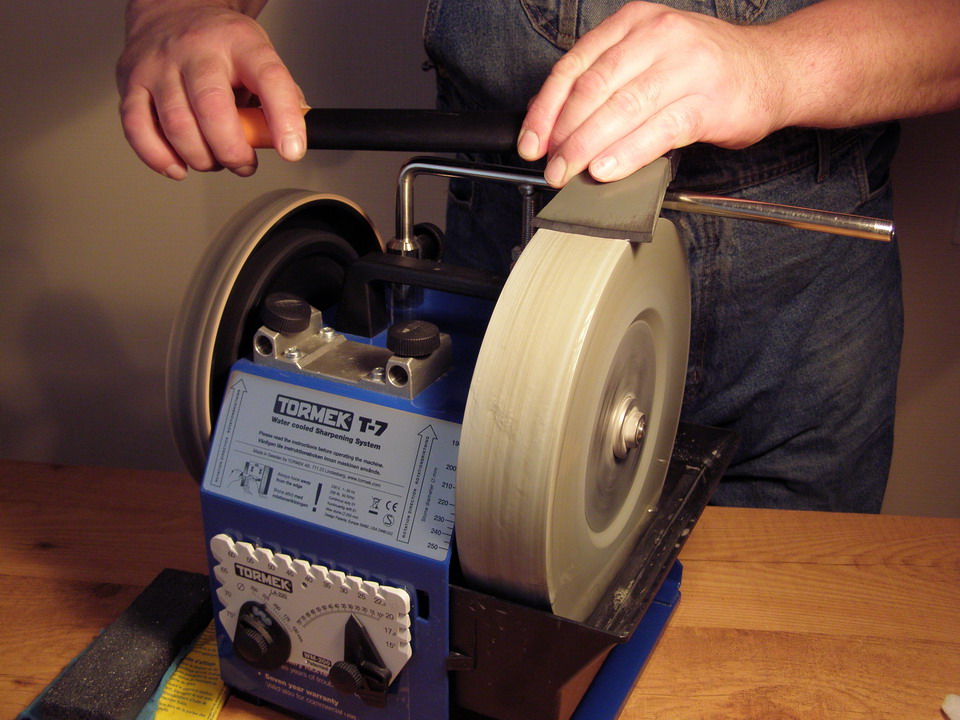
Mengasah alat untuk batu air tambahan
Untuk robot, perlu mempunyai ibu dengan biji-bijian kasar yang tersusun seribu, 4000, 8000 grit. Teknologi memindahkan pemprosesan canggih di belakang tiga batu tambahan.
Kegembiraan: adalah mungkin untuk mengubah vitrati, jika anda menambahkan gabungan batu, sisinya boleh mengubah butiran.

Keistimewaan kaedah ini adalah menyerang:
- sebelum mengisar pelelas, perlu merendam pelelas (direndam dalam air selama 15-20 minit);
- dalam proses robot batu meluncur secara berkala;
- ia selesai diperbaiki dengan batu pasir 1000 grit, yang mana ia dapat ditukar menjadi ukuran butir 4000, dan kemudian - 8000 grit.
Ini penting bagi golongan bangsawan: bahan pelelas dengan ukuran butiran 1000 dan 4000 grit dapat dipangkas di dalam air selama satu jam yang remeh, tetapi lebih banyak yang lain boleh mengalami kerosakan.
Sampah chim, kaedah chim garniy.
- Istilah untuk perkhidmatan batu air tidak bagus. Permukaan pelelas perlu dibersihkan secara berkala untuk menghilangkan alur.
- Perlu satu jam untuk membawa alat itu ke batu air.
- Air untuk merendam batu diperlukan dari semasa ke semasa untuk ditambang, sehingga sukar untuk mencari verstat.
- Vologi kamenі pіslya robot berfungsi dengan baik di persekitaran yang hangat. Di dalam fros, bau busuk boleh zruynuvatisya.
Anda boleh mengetahui lebih lanjut mengenai proses mengasah alat pada batu air dengan melihat video.
Mengasah alat dengan sisipan berlian

Plat berlian digunakan untuk mengasah alat pemotong yang terbuat dari keluli keras. Plat tangan zasosuvanny praktikal adalah dua sisi, hingga 190-200 mm dengan ukuran butiran 600/1200 grit. Ikut peraturan nyanyian dengan mereka.
- Pelapik rata hendaklah dibentuk di belakang plat tambahan dengan ukuran butiran 600 grit, selesai dengan pelelas 1200 grit.
- Pinggan basah dengan air.
- Mudah diasah untuk dipakai hingga kasar sebelum memotong dan memindahkan kawasan yang dijembatani. Partikel logam yang dipahat dibeli dalam bukaan khas dari alas keluli.
Ia bagus: minyak khas itu bagus untuk dirinya sendiri dalam kualiti lapisan anticorrosive, tetapi tidak berkesan untuk penggantian. Sebaiknya ganti minyak dengan air (permukaan pelelas tidak akan lebam dengan mudah). Mengeringkan pinggan berlian mesti dikeringkan.
Dalam proses robot, alat pertukangan dan pertukangan menjadi tumpul, dan robot bersamanya menjadi lebih berkesan. Memanjakan dan kualiti permukaan yang telah runtuh oleh mereka. Perlu ada masa dan untuk memperbetulkan penyimpanan tepi belakang.
Tajamkan yak dengan tangan anda
Sokiri dengan kekuatan vimagayut pendakian lurus, dan bau remeh. Untuk meletakkan alat kerja dengan teratur, sebelum jam dipenjarakan, perlu dimulakan.
- Lingkungan perwakilan: sokira boleh menjadi tukang kayu, tulang rusuk, atau dapat tersangkut pada alat pemotong.
- Bahan, untuk memproses apa yang diperlukan untuk sokir (baka dan pelbagai jenis kayu, ahli vologi).
- Jenama logam, zakogo vigotovaniya sokiru.
Samping, bentuk pinggir lez sokiri bergetar, seperti:
- bujur (untuk membelah dan memotong kayu);
- pisau cukur (untuk robot pertukangan tepat);
- berbentuk baji (jenis tepi sejagat untuk sokiri, bersebelahan dengan pemisahan dan untuk mengecat permukaan kayu).
Teknologi pemenjaraan sokiri, bagaimana mendapatkan vicky di gerai, memindahkan proses lez dalam dua tahap.
- Penajaman utama: membentuk serong 15 °.
- Membawa: membentuk r_zhuch-edge dengan potongan 25 ° (untuk alat bersebelahan).
Dalam proses memenjarakan unicati:
- terlalu panas leza;
- penggantian zagostryuvalnoy ke instrumen;
- ketidakseimbangan dan pelekapan roda kasar yang lemah;
- taruhan vikorystannya dengan pakaian yang tidak rata;
- memukul batang pengasah motor elektrik.
Nuansi kami minum

Sekiranya anda perlu menghentikan gergaji, anda perlu mempertimbangkan semula tetapan gigi. Perlu - untuk membiakkan, jadi, dengan satu gigi, nahil їkh muncul di sisi-sisi. Untuk mengasah gigi dari satu sisi. Tepi ryzhucha bersalah tetapi diluruskan ke sisi pemegang.
Saya menggerudi dengan tangan saya sendiri
Latihan menjadi tumpul, kerana ia digunakan untuk memproses logam. Tepi gerudi seperti itu boleh diubah.
Perkara-perkara utama yang perlu anda hormati:
- tepi disalahkan di kawasan yang sama dengan batu kasar;
- selama satu jam robotik, latih hingga abrasive;
- perlu dijahit untuk bentuk tepi: bau itu bersalah tetapi dozhini yang sama.
Terdapat dua jenis penajaman.
- Single-flat (untuk dibor dengan diameter hingga 3 mm). Ia digantikan dengan kuat selari dengan permukaan kerja penajam pengasah.
- Konichna (dua penjuru). Ia dipakai dengan kuat pada pelelas dari bahagian atas dan dari sisi ke sisi. Kaedah ini sesuai untuk latihan dengan diameter lebih besar daripada 3 mm.
Mendorong untuk melihat saya di batu lembut.
Bagus: untuk yang tenang, saya berjaya menggunakan lampiran khas (verstats), jadi saya akan membenarkan anda melekatkan alat dengan selamat pada kut yang diperlukan.
Yak untuk mengasah pahat dan kapal terbang
Untuk tujuan ini, robot akan cepat dan jelas, dan akan cepat dengan gembira.
- Sebelum mengasah lingkaran kasar, atau bar, perlu meletakkannya di taburan gas di atas gas.
- Pahat Leso atau alat penanam dapat dikeringkan hingga 30 minit dalam jarak garam dapur.
- Untuk menyelesaikannya, anda boleh menggunakan mesin shlіfuvalnuy yang digerakkan sendiri, kerana anda boleh menggunakan alat pencukur elektrik lama. Untuk keseluruhan penggantian pisau, masukkan plat logam dengan kertas pengamplasan yang dilekatkan.

Hukuman untuk alat yang diasah
Ini satu jam untuk menghabiskan banyak masa untuk alat, untuk menang dengan cara yang berbeza, di samping salah satu pengampunan pererakhovannyh terendah.
- Perlu dilakukan secara berkala proses penyejukan semula di dalam air. Di tempat pertama, logam yang terlalu panas (mungkin untuk mengenalinya mengikut perubahan warna) menjadi menyeramkan. Akibatnya, penajaman dibawa ke viconuvati lagi, dan harganya akan dilakukan sebelum jam pemakaian alat.
- Pemasangan kayu yang diasah tidak mencukupi. Adalah mustahak bahawa verstat blok bangunan di tempat tidur yang besar dan bertetulang baik (verstati), yang bersalah kerana tidak dikendalikan selama satu jam, adalah robot.
- Roda pelelas bersalah kerana duduk di batang penjana elektrik. Tidak dibenarkan memiringkan, memakai yang berlebihan dan tidak rata, serta bittya dari batang.
- Tidak digalakkan menggunakan alat kecil pada col, kerana sesuai untuk bilah lebar. Alur Vuzki pada pelelas akan digunakan untuk menutup logam keras.
Pada akhir - pelajaran video dari alat pertukangan.