Novini zirok
")











シャープニングはツールに適しています。 ヤクは自分の手でツールを研ぎます
ロボットのプロセスでは、工具のエッジが鈍くなるため、部品やワークピースの機械加工が低下して品質が低下し、作業の生産性が低下し、工具自体の摩耗も低下します。 シャープニングはすべての問題に対して正しいです。 maystrovіを修正する人は、さまざまな方法で正しいシャープニングツールに関するvіvchitіyの推奨事項をスライドさせました。
ツールの笑いのエッジを他のロボットのアタッチメントに合わせるには、ステップアップする必要があります。
最初の面取りを形成する
最初の面取りを形成するために、研削バースタットまたはそのようなランクの平らな石の助けを借りて、obrobtsіlezを研磨するプロセス(25度または30度の面取りをします)。 歌うときは、歌のルールに従うことが重要です。
- チャイブやビドコリをたくさん入れる必要があるので、研ぎ用の電動工具がより効果的です。
- 研磨コーラを包む頻度は、2000 rpmを超えて変化しても問題はなく、円の粒度は100〜120odの間で振動しています。
- 悪臭(古代のシリカの形で)が金属くずの清浄度を確保するために、酸化アルミニウムをベースにした研磨剤で研ぐことをお勧めします。 その上、そのようなコーラは金属を過熱しません。
- 100-320odの境界の粒子サイズのvikoristovuyutエメリー紙または研磨石を手動で研いだ場合。
- スライドを冷却する過程で、(金属が溶けるまで)エッジの表面の過熱と酸化を許さないでください。スライドを定期的に冷却し、冷水に浸します。
重要なのは、一次面取りの形状をシャープニング方法に従って配置することです。 平らな面取りを手作業で成形し、電動工具の助けを借りて背を向けます。
素朴なエッジシェーピング
また、一次面取りの準備が整うので、必要なおもてなしに刃を持っていく必要があります。 それを視野に入れる過程で、それは起こります。
- ツールを研ぐことは、カットの前に研磨ステークの領域に運ばれ、前方に向かって4〜5°減少します。 木の端は、vuzkaマイクロファスクをトリミングできるようにカットする必要があります。
- vikoristovuєtsyaemerypapir600-8000odをシャープにするため。 粒度。 作業機器の特性を低下させないために、プロセスをズピニティすることが重要です。
- エッジの効果的な研削は、1000〜4000オードの砥粒と-5000〜8000オードの2段階で行われます。
- 追加の「vizki」の背後にあるryzhuchoyエッジのRobimoの正しい形状-ツールがインストールされ、必要なカットに固定されているzagostryvalnoyアタッチメント。 この方法は、飛行機でのvikoristovyutsyaなど、高い(最小6 mm)および広い(最大73 mm)登りに適しています。 ローラーを使用すると、ブレードをカットして取り外す前に取り付けておくと、ブレードを自由に動かすことができ、研磨剤の表面を橋渡しします。 ロボットがローラーの位置を追跡する過程で:障害は支持面から移動することで有罪ではありません。
それは重要です:マイクロフェースの幅はperevischuvati1mmの罪を犯していません。 スライドを定期的に回転させるプロセスでは、同じ段階でツールを見つけることです。 このタイプのvipadでは、面取りの形状を変更する必要があります。
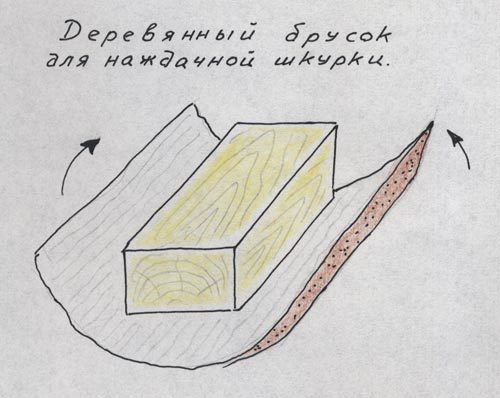
研ぎ道具用エメリー紙
ロボットの場合、エメリー紙220、320、600、1200グリットを使用して、頂点をシャープにし、仕上げを行います(2000〜4000)。 仕上げ(研磨)は、木の道具にとって非常に重要です。ゴストラの端は素材で明るく覆われており、くすみが簡単ではありません。 攻撃でフィールドを磨く方法。
- 材料は、固くて平らな表面から振動します(花崗岩のプレート、tovste sklo、ラミネートされたチップボード、または並外れた木製のブロックの場合もあります)。 Zruchn_she vikoristovuvati75×200mmのサイズのバー。
- エメリー紙がブロックに接着されています。 研磨剤を含む細粒のバーを準備します。
- ガムパッドの上にあるワークベンチに貼り付けます(剛性のため)。
- ツールのシャープニングは、面取り用に25〜30°のカットで設定されています。 猛攻撃で、バーの四角の手綱を動かすことができました。
- 研磨剤の数で完成したレズを決定します。
- 切削工具のスタイリッシュな側面を研磨します(刃先の領域は幅10〜12mmです)。
道に与えられたすべてのプラスとマイナスを貴族に滑り込ませました:
- 安さ:事前に取り付けるためのエメリー紙と接着剤は、重要な硝子体を傷つけません。
- 入手可能性:ウェイクアップショップで必要な材料є;
- あなたがツールにあまりにも熱心であるならば、あなたはverstatにいません。
- エメリーペーパーvimagaєїїのShvidny摩耗は定期的に変化します。
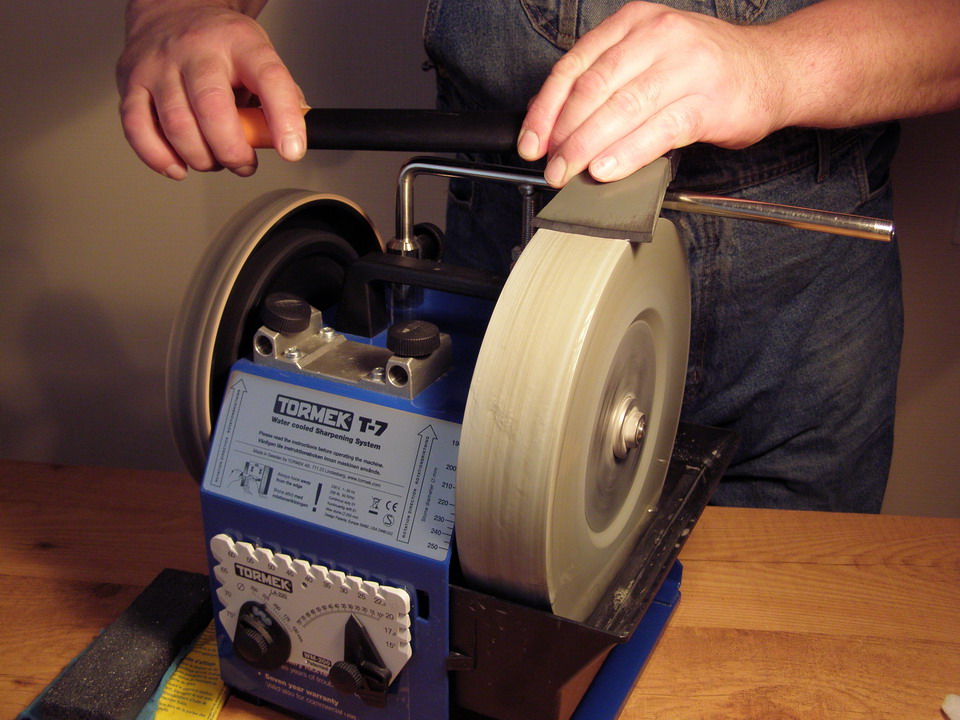
追加のウォーターストーン用の工具の研ぎ澄まし
ロボットの場合、1000、4000、8000グリットの独自の注文された砥粒に母親がいる必要があります。 追加の3つの石の後ろに最先端の処理を移す技術。
喜び:石の組み合わせを追加すると、ビトラティを変更することができます。石の側面は粒子の粗さを変える可能性があります。

この方法の特別な機能は攻撃的です。
- 研磨剤を粉砕する前に、研磨剤を浸す必要があります(15〜20分間水に浸します)。
- ロボットの過程で、石は定期的にスライドします。
- それは1000グリットの石のグリットで修理されるように仕上げられており、4000グリットの粒度に変更してから-8000グリットに変更することができます。
貴族にとって重要です。粒径が1000および4000グリットの研磨剤は、水中でわずか1時間トリミングできますが、他の研磨剤は破損する可能性があります。
チムゴミ、チムガーニー法。
- ウォーターストーンのサービスの用語は素晴らしいものではありません。 溝を取り除くために、研磨剤の表面を定期的に清掃する必要があります。
- ツールをウォーターストーンに持ってくるのに1時間かかります。
- 石を浸すための水は時々採掘する必要があり、そのためバースタットを見つけるのは困難です。
- Vologikamenіpіslyaロボットは、暖かい環境でうまくハングアップします。 霜の中で、悪臭はzruynuvatisyaすることができます。
ビデオを見ると、ウォーターストーンでツールを研ぐプロセスについて詳しく知ることができます。
ダイヤモンドインサートによる工具の研ぎ

ダイヤモンドプレートは、硬鋼グレードで作られた工具の刃先を研ぐために使用されます。 実用的なzasosuvannyハンドプレートは両面で、最大190〜200 mmで、粒径は600/1200グリットです。 彼らと一緒に歌のルールに従ってください。
- 平らな面取りは、600グリットの粒子サイズで追加のプレートの後ろに成形され、1200グリットの研磨剤で仕上げられます。
- プレートは水で濡れています。
- 切断する前に研磨剤を磨き、ブリッジ領域を移動するのは簡単です。 金属のチゼル粒子は、スチールパッドの特別な開口部で購入されます。
それは良いことです。特殊オイルは防食コーティングの品質には優れていますが、代替には効果的ではありません。 オイルを水に置き換えることをお勧めします(研磨剤の表面はそれほど傷つきにくいです)。 ダイヤモンドプレートの乾燥は乾燥させる必要があります。
ロボットの過程で、大工仕事や大工道具は鈍くなり、それらを備えたロボットはより効果的になります。 甘やかし、それらによって崩れた表面の品質。 時間があり、後端の収納を修正する必要があります。
手でヤクを研ぐ
真っ直ぐ登るヴィマガユットの力強さ、そしてささいな悪臭を放つソキリ。 作業工具を整理するには、時間が投獄される前に、開始する必要があります。
- 代位の領域:ソキラは大工、リバル、または包丁で立ち往生することができます。
- sokirに必要なものを処理するための材料(品種と種類の木材、їїvologist)。
- 金属のブランド、zakogo vigotovaniyasokiru。
さておき、レズソキリのエッジの形が振動します。これは次のようになります。
- 楕円形(木材の分割とトリミング用);
- かみそり(正確な大工ロボット用);
- くさび形(木の表面を分割したり塗装したりするために隣接する、ソキリ用のユニバーサルタイプのエッジ)。
ソキリ投獄の技術、ブースでの勝利の仕方、レズの処理を2段階で転送。
- 一次研ぎ:15°の斜角を形成します。
- 持参:25°のカットでr_zhuch-edgeを形成します(サイドバイサイドツールの場合)。
unicatiを投獄する過程で:
- レザの過熱;
- zagostryuvalnoyを楽器に置き換える。
- 砥石のずれと固定の弱さ;
- 不均一な摩耗を伴うvikorystannyaステーク;
- 電気モーター削り機のシャフトを叩きます。
私たちが飲んだヌアンシ

のこぎりを止める必要がある場合は、歯の設定を再考する必要があります。 必要です-їхを繁殖させるために、1つの歯を通して、ізні側のnahilїkhbuvs。 片側から歯を研ぐ。 ryzhuchaの端は有罪ですが、ハンドルの側面にまっすぐになっています。
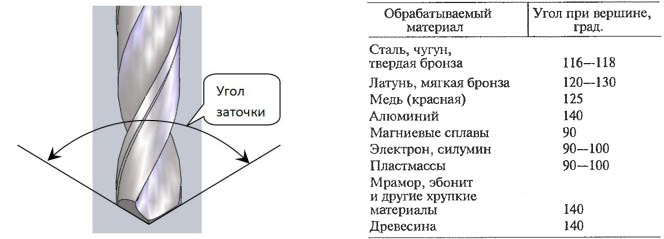
自分の手で穴あけしました
ドリルは金属の加工に使用されるため、鈍くなります。 このようなドリルのエッジは変更できます。
あなたが私が尊敬する獣にする必要がある主なポイント:
- エッジは研磨石で同じ領域に非難されます。
- ロボット工学の1時間、研磨剤にドリルダウンします。
- エッジの形に合わせてステッチする必要があります。悪臭は有罪ですが、同じドジニです。
シャープニングには2つのタイプがあります。
- シングルフラット(最大直径3 mmの穴あけ用)。 それは、鋭利な杭の作業面に平行にしっかりと過剰置換されています。
- Konichna(ツーコーナー)。 上から、横から横へと研磨剤にしっかりと塗布されます。 この方法は、直径が3mmを超えるドリルに適しています。
柔らかい石の上で私に会いに駆り立てられた。
それは良いことです。リラックスするために、特別なアタッチメント(verstats)を使用することにしました。そのため、必要な小屋にツールをしっかりと取り付けることができます。
ノミと飛行機を研ぐヤク
この目的のために、ロボットは迅速かつ明確になり、喜びをもって迅速になります。
- 研磨円または棒を研ぐ前に、それをガス中の羽ペンのふりかけの上に置く必要があります。
- レソノミまたはプレーナーは、キッチンソルトの範囲で最大30分までガラス化できます。
- 仕上げには、古い電動シェーバーを使用できるので、自走式のshlіfuvalnuyマシンを使用できます。 ナイフの全体の交換のために、接着された紙やすりで金属板を挿入してください。

鋭利な工具に対する罰
最も低いpererakhovannyhの恩赦の隣で、さまざまな方法で勝利するために、ツールに多くの時間を費やすのは1時間です。
- 定期的に水中で冷却プロセスを再開する必要があります。 そもそも、過熱した金属(色の変化で認識できる)が不気味になります。 その結果、新たにビコヌバティに研ぎがもたらされ、工具の着用時間前に価格が設定されます。
- 削った木の修正だけでは不十分です。 巨大で親切に補強されたベッド(verstati)のビルディングブロックのverstatは、1時間空虚になることで有罪となることが、ロボットであることが重要です。
- 砥石は発電機のシャフトに座った罪で有罪です。 シャフトのビッティアだけでなく、ゆがみ、圧倒的で不均一な摩耗も許されません。
- 幅の広いブレードに適しているため、コルに小さなツールを使用することはお勧めしません。 研磨剤のVuzki溝は、硬質金属をシールするために使用されます。
最後に-大工道具からのビデオレッスン。